
2024-10-15 11:39
制冷系统管道安装15点基本要求,分享一下,供参考。
1、管道安装前,必须逐根检查管子质量,清除杂质和氧化皮,管内必须十分清洁。清洁好的管道必须两端用木塞堵住,并不得露天存放。
2、工程安装中钢管的焊接均采用氩弧焊打底,再用手工电焊焊接。需要现场裁切的管材,切割完毕的管材要保证内部的清洁度要求达到第一条的标准。
3、所有管材、零部件在运输和储存过程中,要做好防锈措施,保证不出现设备、管材、零部件内部被直接裸露放置于空气中。

4、铜管与铜管或铜管与钢管的焊接可采用银焊或铜焊,焊条选用银基钎料(料303)或银磷钎料(料303),料303焊剂用剂101,剂102,剂103或硼砂,料204不加焊剂。焊接需在5℃以上进行,若低于5℃,焊接前应注意清除管道上的水汽、冰霜,必要时预热。
5、管道与设备阀件等的连接,采用可拆连接,用法兰、丝扣、喇叭口接头等方式,法兰连接垫片采用δ=1~2mm耐油耐氟石棉橡胶板,垫片安装前,应用冷冻油浸过。管径小于D22的紫铜管直接将管口做成喇叭口,用接头及接管螺母压紧连接,接口应清洗干净,不加垫料。
6、制冷系统管道应有坡度,回气管安装时应注意坡向压缩机,坡度不小于0.2%,供液管坡向供液对象。

7、制冷系统管道、管道组成件的材质、规格、型号以及焊接材料的选用,应根据工作压力、工作温度的要求确定。
8、与制冷系统管道安装有关的土建工程应检验合格并满足安装要求。
9、管子坡口的加工方法宜采用机械加工,也可采用氧-乙炔焰等方法,但必除净其表面10mm范围内的氧化皮等污物,并将影响焊接质量的凹凸不平处磨削平整。
10、支管道接管处应远离总管焊接点,管道焊接超过两次,应割去焊接部分重焊。

11、管道防腐油漆采用无毒环保油漆。
12、管道焊接时必须采用惰性气体保护焊,焊接后继续通惰性气体直到冷却至常温为止。
13、按照规范和图纸加装回油弯。
14、所有的吊装材料采用标准产品,并保证其牢固安全。
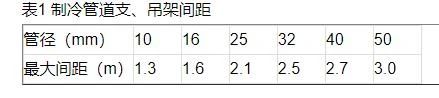
15、不带保温层的制冷支、吊架距离应符合下表1的规定,带保温层时,其支、吊架距离应去表1中最大间距的0.7倍。

地址:济南市二环东路3966号东环国际广场B座1104室
电话:0531-83532222
传真:0531-83532333

